Co.,Ltd.")



Nov. 07, 2019
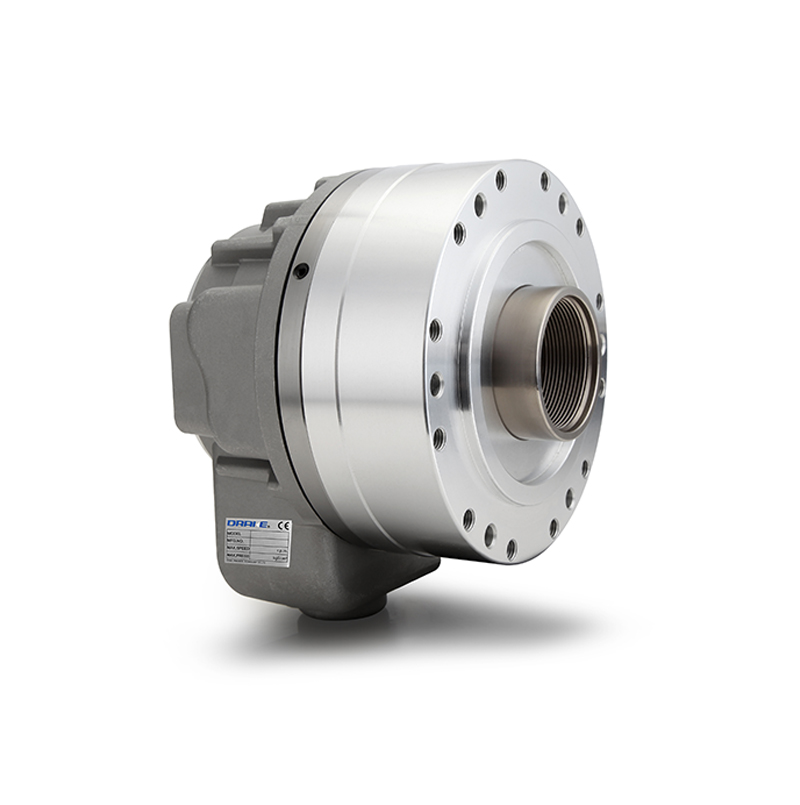
Front-mounted pneumatic chuck, chuck with built-in cylinder and check valve, no drawbar and reverse cylinder, simple chuck device, quick clamping system, pneumatic chuck cylinder increase, progressive clamping force and flexible work. The mandrel has a through hole plan, and the mandrel must be stopped for loading and unloading, which is suitable for modification of lathes, welding equipment, and the like.
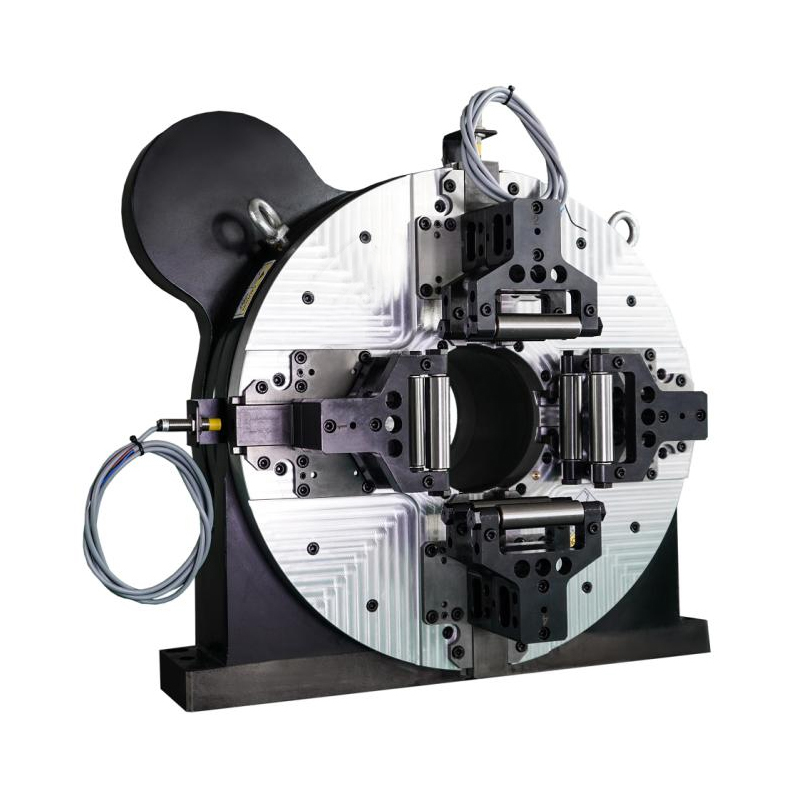
Remove the original fixture from the lathe, install the flange with the collet, trim it, measure the axial and radial runout (≤0.005), connect the collet to the flange retainer with a screw and measure the outer circle of the collet ( ≤0.04); The anti-rotation positioning bracket is installed in the correct direction of the machine tool, and the bracket device is reliable.
Avoid the resonance between the chuck and the cover when rotating, and avoid connecting with the cover to avoid noise. Note: The anti-rotation screw should have a swing space of 0.5-1mm on the bracket. Do not fix or shake the screw.
Connect the air supply and switch the solenoid valve switch to confirm that the chuck is operating normally, lock the relevant screws and check the chuck reverse resistance at low speed to see if the resistance is normal. Then, according to the workpiece size, the chuck claws are radially enlarged. You can keep the distance based on the comb. Quantity (1.5 mm per pitch, see specific parameter table).