Co.,Ltd.")



Mar. 25, 2025
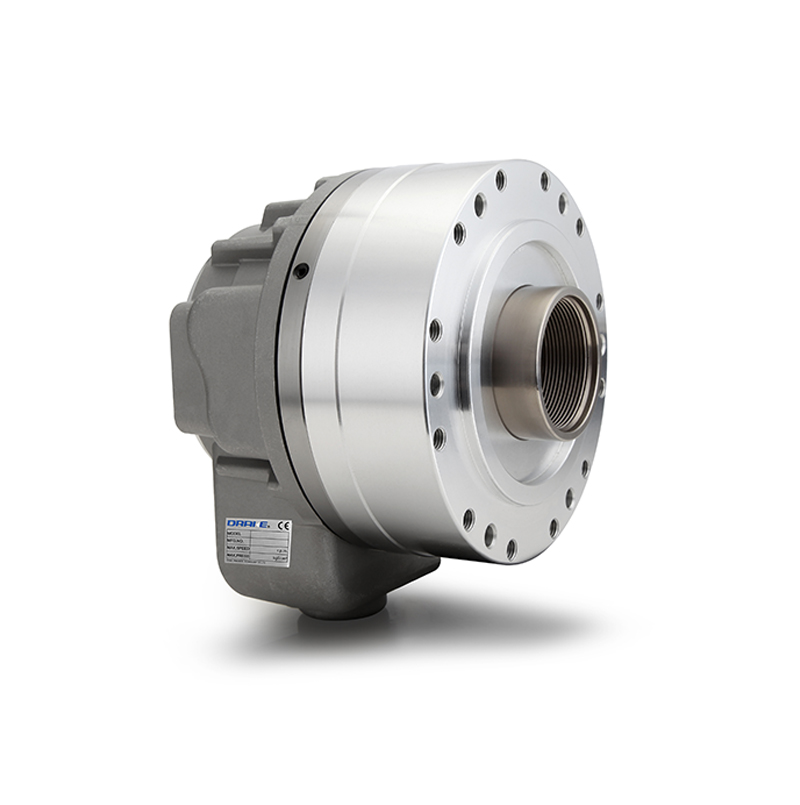
First, according to the diameter and length of the product to be processed, select a suitable spindle for clamping.
According to the roundness requirements of the product, the concentricity of
the machining positions at both ends, the concentricity between the clamping position and the machining
position (JAN series are used for those less than 0.03 and greater than 0.01), and conventional spindles are used for those greater than 0.03.
If the diameter of the workpiece is small, a high-speed spindle can be selected.
If the speed requirement of the spindle exceeds that listed in the table above, the bearing can be selected according to the actual situation.
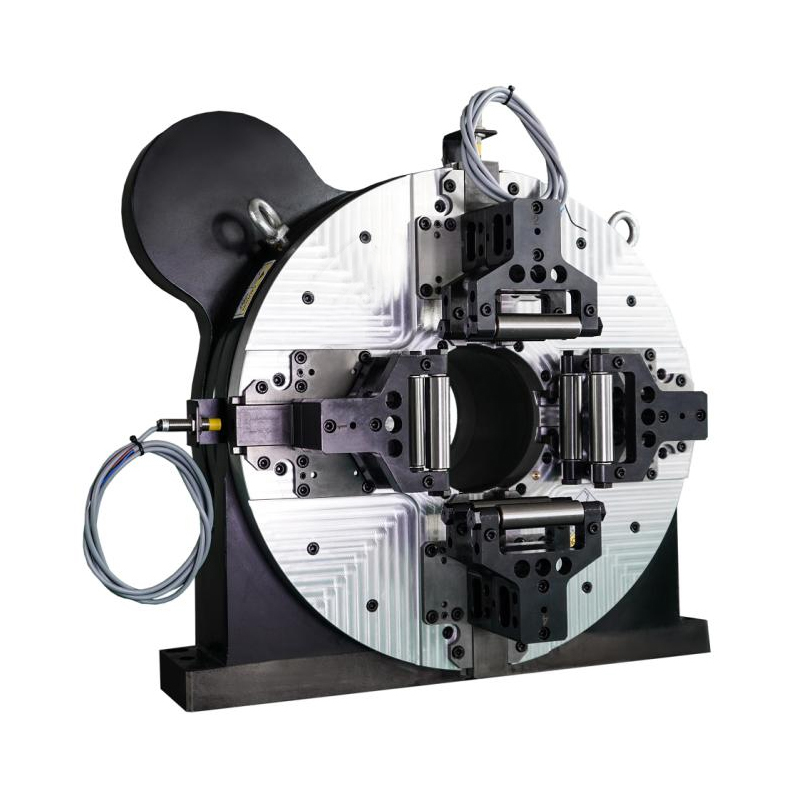
If the material of the workpiece to be processed is soft and easily deformed (thin-walled
tube, copper and aluminum parts), an air-compressed spindle must be selected.
The clamping stroke of the collet specified by the customer cannot exceed 2mm. At present, only the
spindle above JHP-120 can increase the clamping stroke. The specific situation is analyzed in detail.
According to whether the workpiece has axial positioning requirements, if so, please
choose forward push type, plus axial positioning plate, or dual-piston spindle